


Ищете высокоточный полностью автоматический шинообрабатывающий станок с ЧПУ? Наше оборудование выполняет качественную перфорацию, гибку и резку медных и алюминиевых шин для производства шкафов НКУ, ГРЩ и трансформаторов. Высокая производительность, надежная гидравлика и точность обработки от завода-производителя. Купить комбинированный шиногиб по лучшей цене с доставкой. Гарантия и сервисное обслуживание.
Полностью автоматический шинообрабатывающий станок для пробивки, гибки и резки медных шин
Введение в продукт:

Технические характеристики и детали оборудования
Модель оборудования: 503U-3-C
Мощность электродвигателя: 3×4Kw / 3×5.5Kw
Срок поставки в РФ/СНГ: 7-25 дней
Минимальный заказ (MOQ): 1 pcs
Сертификация: ISO9001:2000/CE
Условия оплаты: T/T , L/C
Бренд производителя: LJMC
Регион производства: Цзинань, Китай (Jinan, China)
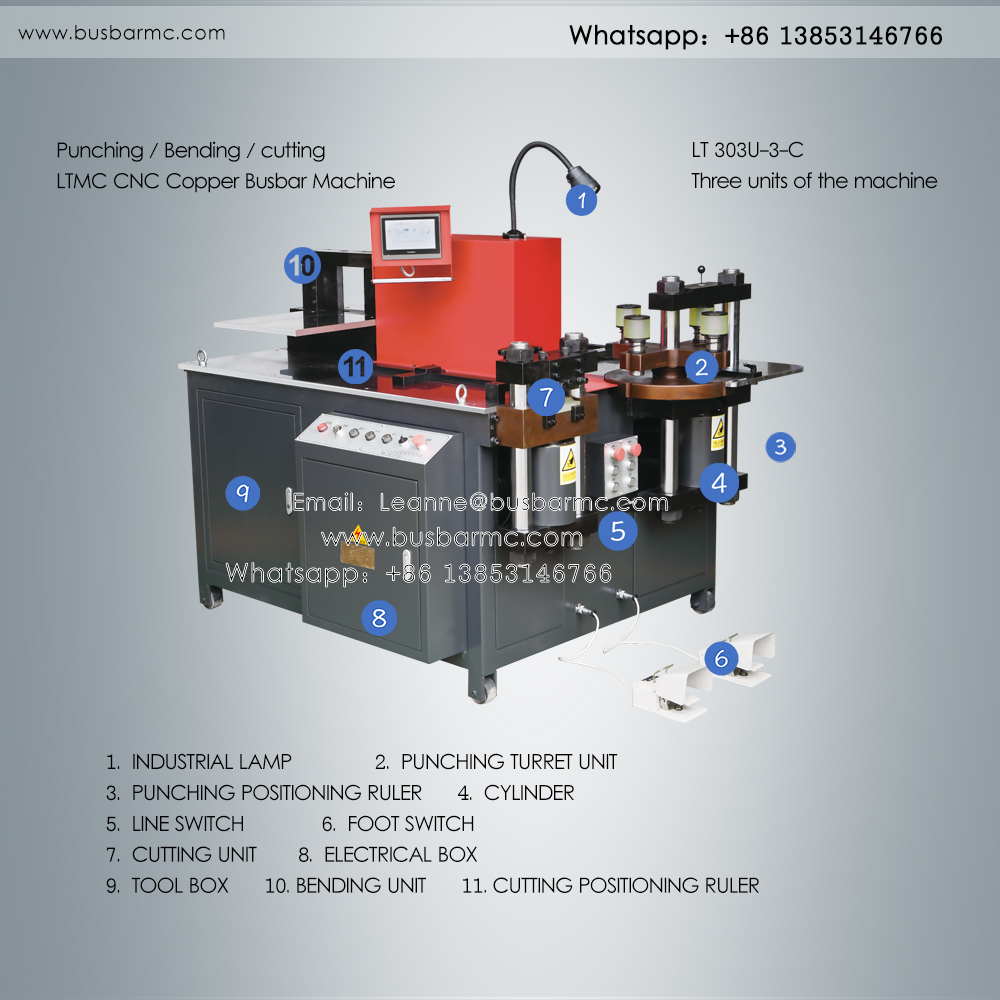
Данный прецизионный шинообрабатывающий станок оснащен тремя выделенными рабочими модулями: секцией пробивки отверстий (перфорации), секцией радиальной резки (гильотина) и секцией программируемой гибки токоведущих шин. Конструкция машины базируется на трех независимых гидравлических системах с отдельными насосными станциями, что позволяет узлам пробивки, резки и гибки функционировать одновременно без потери давления и производительности.
Высокоточное автоматическое позиционирование заготовок по осям во всех трех рабочих зонах реализуется за счет согласованной работы прецизионных серводвигателей, промышленного контроллера (ПЛК) и русифицированного сенсорного дисплея (HMI) оператора.
Основные технологические преимущества:
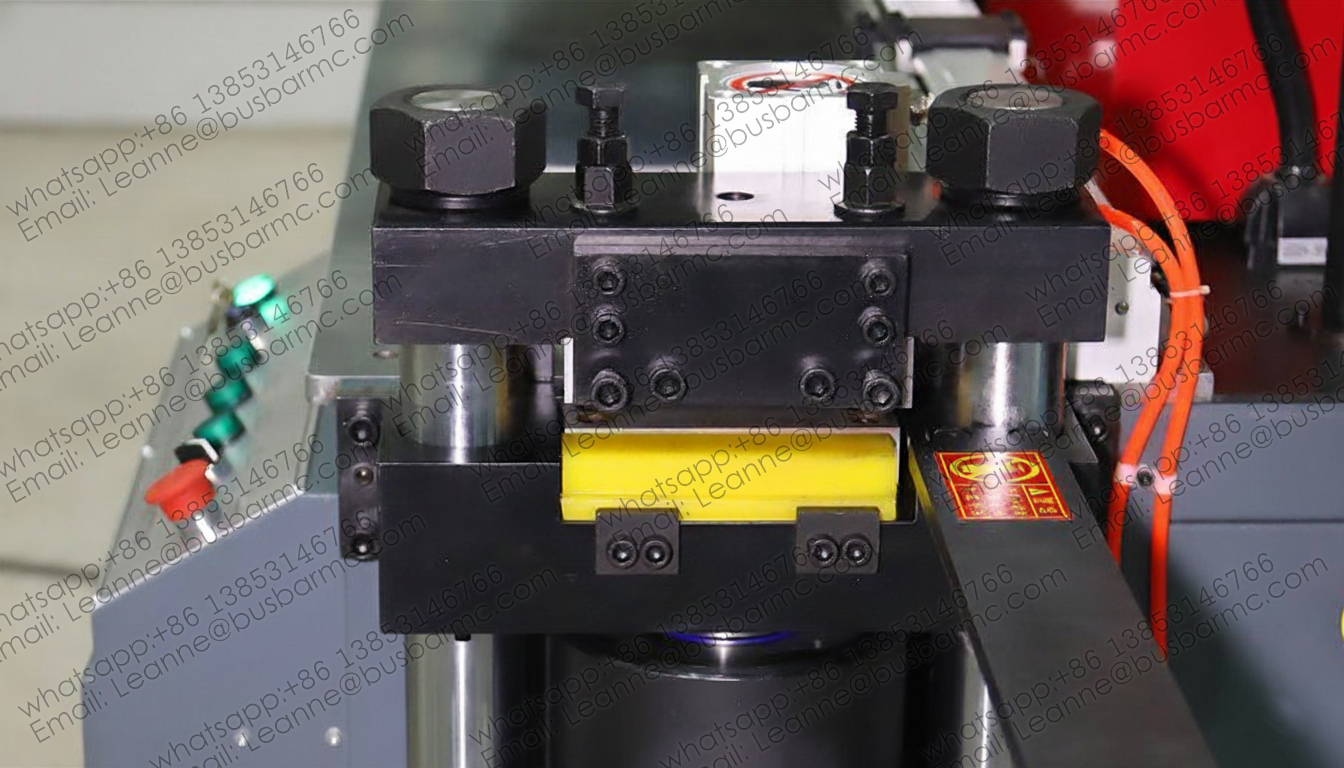
(1) Модуль чистовой резки: Длина заготовки под срез автоматически регулируется сервоприводом. Получаемый интерфейс реза идеально плоский, без деформаций, заусенцев, скосов поверхности и отходов обрабатываемого металла.
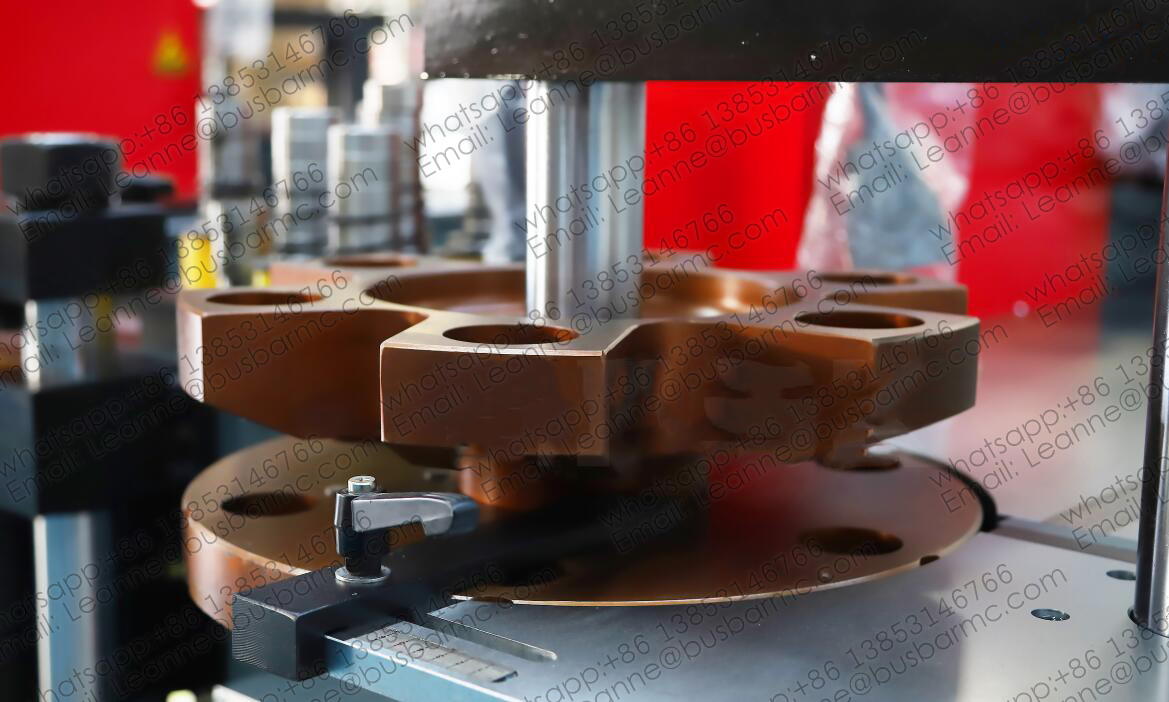
(2) Модуль координатной перфорации: Исключает необходимость ручной разметки, кернения или использования механических шаблонов. Серводвигатель автоматически позиционирует матрицу по координатам X/Y. Программа поддерживает непрерывную многоосевую пробивку, перфорацию отверстий различных диаметров и шагов в одной шине, а также прямой ввод цифровых координат и выбор готовых карт пресс-форм из памяти системы.
(3) Модуль ЧПУ гибки: Интеллектуальная система управления автоматически рассчитывает длину развертки медной или алюминиевой шины с учетом коэффициента растяжения металла. Контроль линейных параметров гибки осуществляется через высокоточную шарико-винтовую пару (ШВП). В память контроллера встроены шаблоны для различных типов гибки (V-образная, Z-образная, плоскостная, профильная); поддерживается многосегментная последовательная гибка под разными углами за один технологический цикл.
Визуализация рабочих узлов оборудования
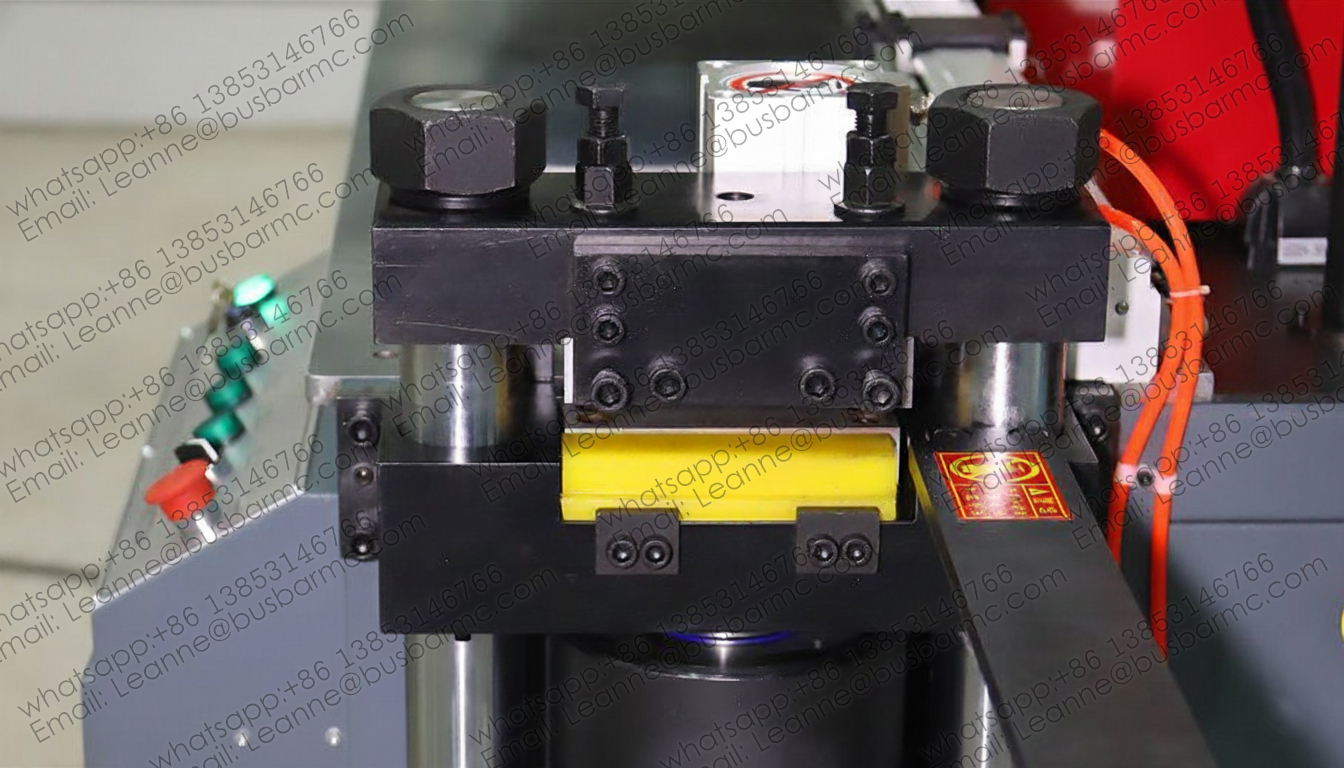
Узел вертикальной резки (гильотина):
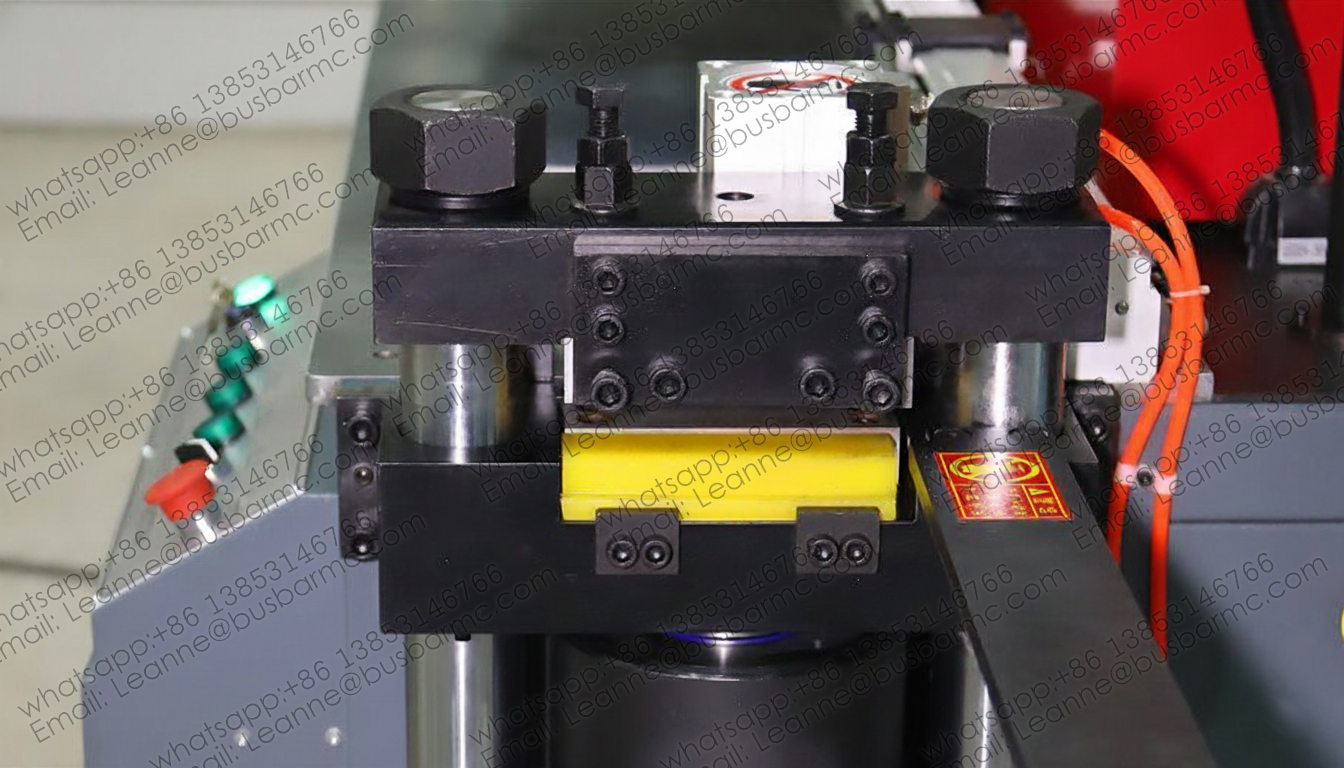
Узел координатно-пробивной (перфорация):
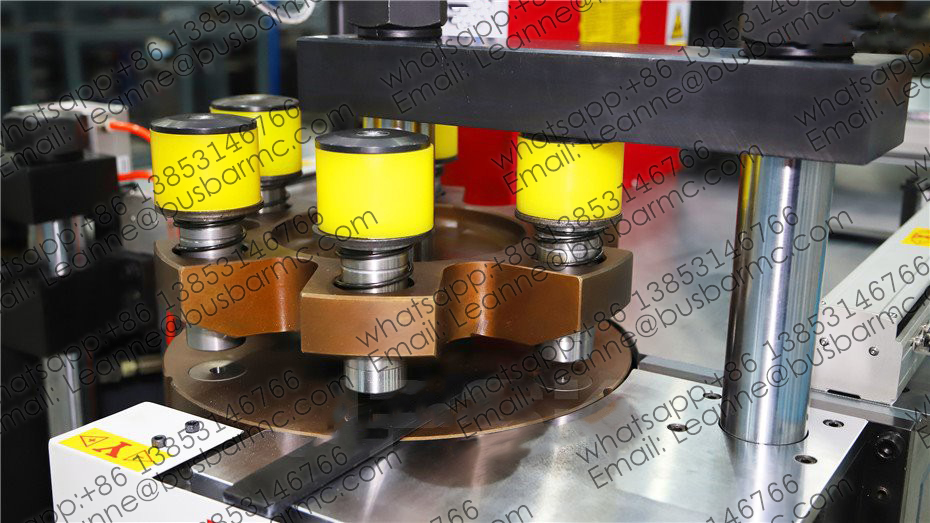
Узел автоматической гибки с ЧПУ:

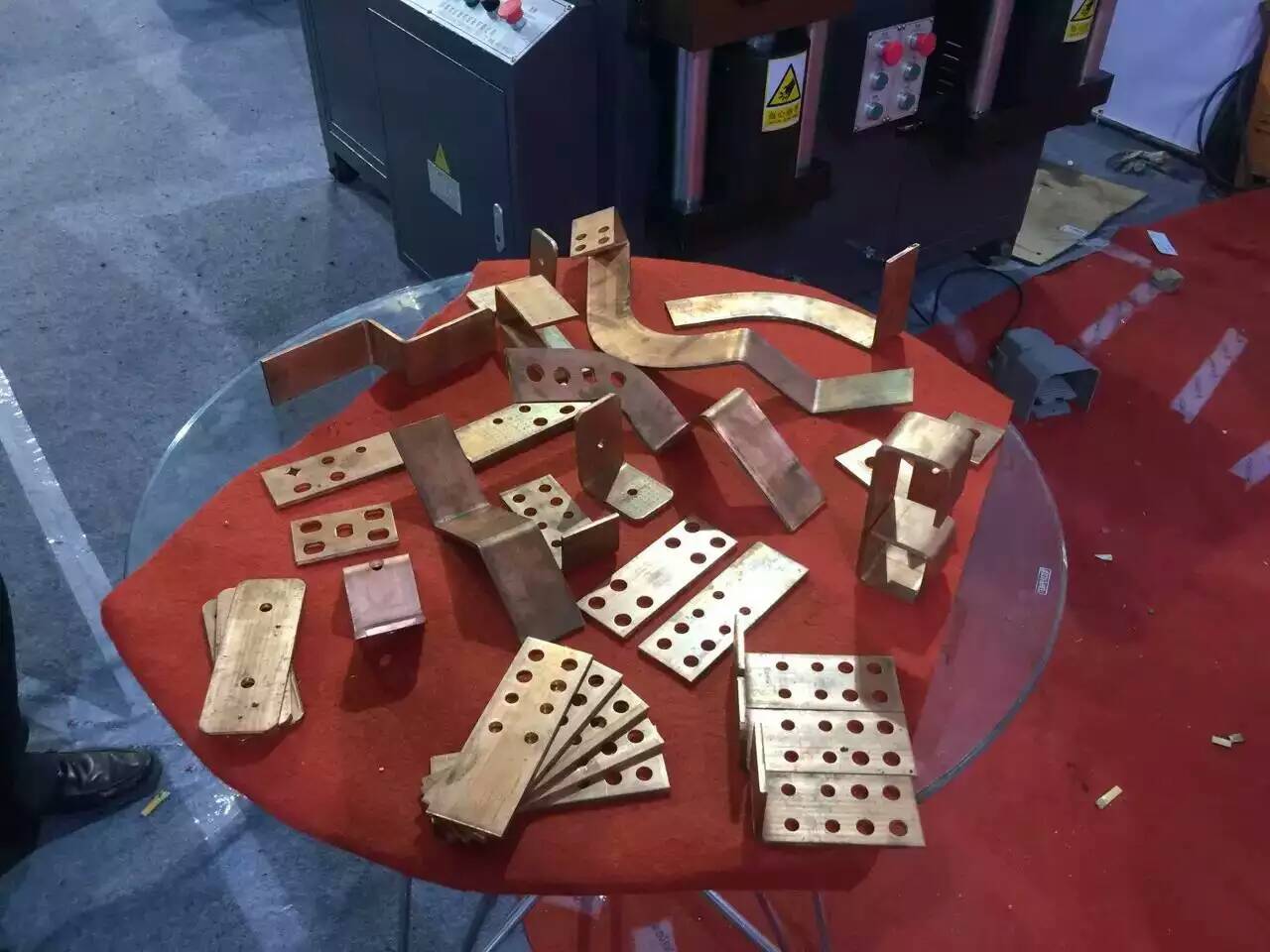
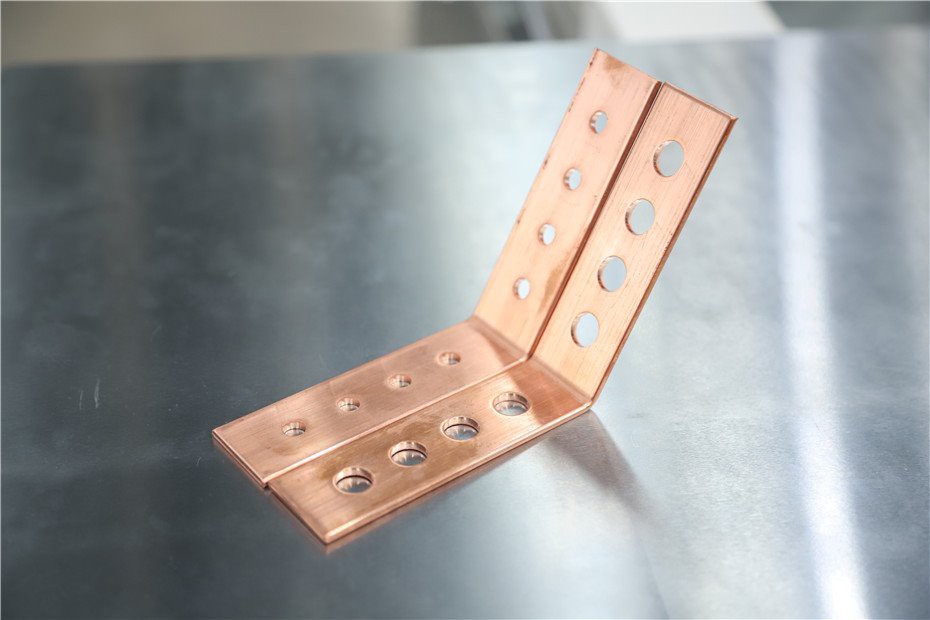
Демонстрация готовых образцов продукции (электротехнические шины)


| Технические параметры оборудования (Наименование артикула) | Модификации станков серии U | |
| LTMC-303U-3-C | LTMC-503U-3-C | |
| Номинальное усилие пресса / Номинальное давление гидросистемы (kn) | 300 | 500 |
| Диапазон диаметров пробиваемых отверстий (mm) | Φ4.3~Φ25 | Φ4.3~Φ30 |
| Максимальная толщина обрабатываемой шины (mm) | 12 | 16 |
| Максимальная ширина обрабатываемой шины (mm) | 160 | 200 |
| Количество управляемых сервоосей (кол-во сервоприводов) | 4 | 4 |
| Ход пуансона по оси Y в модуле пробивки (mm) | 150 | 200 |
| Ход каретки по оси X в модуле пробивки (mm) | 500 | 500 |
| Ход автоматической подачи по оси X в модуле резки (mm) | 1000 | 1000 |
| Ход заднего упора по оси X в модуле гибки (mm) | 500 | 500 |
| Точность позиционирования калибра / блока позиционирования (mm) | 0.2 | 0.2 |
| Точность угла гибки (градус) | ±1° | ±1° |
| Повторяемость точности угла гибки (градус) | ±0.5 | ±0.5 |
| Электрическая мощность установки (kw) | 3×4kw | 3×5.5kw |
| Внешние габаритные размеры станка Д×Ш×В (mm) | 1850×1650×1340 | 2015×1815×1420 |
| Общая масса нетто оборудования (kg) | 1500 | 1900 |
Видео работы автоматического электротехнического оборудования LT Busbar Machine:
Часто задаваемые вопросы (FAQ) по эксплуатации автоматических комплексов 503E-3-S / 503U-3-C
Вопрос 1: Какие технологические возможности предоставляет комбинированный шинообрабатывающий станок 3 в 1?
Ответ: Наш автоматизированный комплекс конструктивно объединяет в единой станине три ключевых модуля: прецизионную координатную пробивку (перфорацию), радиальную безотходную резку (гильотину) и программируемую гибку токоведущих шин. Благодаря интеграции трех полностью независимых гидравлических станций с отдельными контурами давления, все три рабочих узла могут выполнять операции параллельно и одновременно, исключая падение производительности цеха при пиковых нагрузках.
Вопрос 2: С какими типами металлов и заготовок работает данная шинозаготовительная установка?
Ответ: Оборудование спроектировано для промышленной обработки твердых и мягких электротехнических шин из меди (марки М1, М1Т, М2) и алюминия (марки АД31, АД31Т). Обработка допускается строго в пределах паспортных габаритных ограничений по ширине и толщине полосы для выбранной модификации станка.
Вопрос 3: Каковы предельные геометрические размеры токоведущей шины для поддерживаемых моделей?
Ответ: Предельные параметры заготовок зависят от жесткости станины и номинального усилия гидроцилиндров конкретной модификации:
• Для модели 303U-3-C (усилие 300 кН): максимальная толщина листа составляет 12 мм, максимальная ширина полосы — 160 мм.
• Для флагманского пресса 503U-3-C (усилие 500 кН): максимальная толщина обрабатываемого металла достигает 16 мм при максимальной ширине шины до 200 мм.
Вопрос 4: Как реализована система автоматического позиционирования и управления ЧПУ?
Ответ: Станок оснащен комплексной многоосевой системой автоматического позиционирования. Управление зазорами, ходом пуансона и подачей листа осуществляется за счет синхронизации прецизионных высокоскоростных серводвигателей, промышленного контроллера ПЛК (PLC) и интуитивного графического интерфейса на сенсорном экране HMI. Оператор полностью контролирует параметры раскроя в режиме реального времени. Внедрение этой технологии позволяет значительно ускорить выпуск КСО, ГРЩ и трех в одном шинных станков различной конфигурации.
Вопрос 5: Каковы показатели точности реза и качество получаемой кромки?
Ответ: Линейная длина отрубаемой детали жестко контролируется сервоприводом с обратной связью по датчикам положения. Конструкция режущей пары обеспечивает абсолютно плоский и чистый торец среза. Технология гарантирует отсутствие заусенцев, эффекта замятия или дропа кромок, а также полностью исключает промежуточный расход и потерю металла в виде стружки.
Вопрос 6: Требуется ли предварительная разметка, изготовление физических шаблонов или накернивание точек перед перфорацией?
Ответ: Нет, ручная подготовка заготовок полностью исключена. Интегрированная ЧПУ-система автоматического позиционирования каретки самостоятельно выставляет координаты X и Y с точностью до долей миллиметра. Программное обеспечение промышленного ПК поддерживает серийную непрерывную пробивку, перфорацию сложных узоров с чередованием матриц различных диаметров, прямой ввод таблицы координат чертежа, а также выбор стандартных отраслевых шаблонов под крепление аппаратных метизов ГОСТ/DIN.
Вопрос 7: Позволяет ли контроллер выполнять сложные многоступенчатые гибы за один установ?
Ответ: Да. Математический алгоритм гибочного модуля автоматически рассчитывает точную длину развертки шины перед началом деформации. Задний и боковые упоры перемещаются посредством шарико-винтовых передач высокой точности. В управляющую программу заложен широкий спектр готовых макросов для плоской, вертикальной (ребровой) и U/Z-образной гибки. Комплекс поддерживает сквозное программирование многосегментных последовательных траекторий с индивидуальным углом для каждого последующего колена.
| Базовая комплектация и спецификация поставки запасных частей (零件清单) | ||
|---|---|---|
| № | Наименование узла / Сменного рабочего инструмента | Стандартное количество |
| 1 | Комплект сменных пуансонов и матриц для пробивки круглых отверстий | 1 набор |
| 2 | Комплект сменных пуансонов и матриц для пробивки овальных (пазовых) отверстий | 1 набор |
| 3 | Ножи для резки медных шин верхний и нижний (встроенные в модуль гильотины) | 1 комплект |
| 4 | Матрица и пуансон для горизонтальной плоской гибки шины полосой | 1 комплект |
| 5 | Специальная оснастка для вертикальной гибки шин на ребро | 1 комплект |
| 6 | Выносная ножная педаль управления контурами гидростанций | 3 штуки |
| 7 | ЗИП комплект уплотнительных колец, манжет и сервисных инструментов | 1 упаковка |
| 8 | Полное руководство по эксплуатации электрооборудования на русском языке | 1 экземпляр |
Популярные теги (Hot Tags): шинообрабатывающий станок с ЧПУ, станок для медных шин 3 в 1, прессовое оборудование для электрощитовых производств, автоматический шиногиб, перфоратор шин гидравлический ЧПУ, гильотина для резки медной шины, станок для ошиновки трансформаторов, станок для пробивки пазов в шинах, медная шина обработка станки, оборудование для производства НКУ, завод шинообрабатывающего оборудования КНР, LJMC Россия, Jinan электромеханические прессы, поставка оборудования для сборки щитов электрооборудования, цена шинного пресса.
Локализованное семантическое ядро для продвижения в РФ и СНГ (Тематические поисковые запросы):
Оборудование для заготовки и обработки медных и алюминиевых токоведущих шин // Автоматизированный шинообрабатывающий комплекс ЧПУ купить в Москве // Станок для гибки резки и перфорации электротехнической шины // Гидравлический пресс для распределительных электрошкафов // Комплекс для пробивки отверстий в медных полосах // Оборудование для изготовления шинных мостов и главных заземляющих шин ГЗШ // Станок шинозаготовительный трехмагистральный // Пресс-автомат для перфорации электротехнической меди // Оборудование для ошиновки комплектных трансформаторных подстанций КТП // Производство низковольтных комплектных устройств НКУ и вводно-распределительных устройств ВРУ // Высокоточный шиногиб с программируемым контроллером // Гильотина для резки токоведущих шин без деформации // Инструмент для электромонтажных работ и сборки силовых шкафов // Автоматизация заготовительного участка электрощитового завода.